
Written by David Chycinsk, EDM Engineer at Apex Spring & Stamping
Nowadays, when people hear the acronym “EDM”, they tend to think of Electronic Dance Music. Although there may be some of that going on here too, when Apex refers to EDM, we are talking about Electrical Discharge Machining also known as wire burn, die sinking, hole popping, spark machining, or wire erosion. Electrical discharge machining (EDM) is a type of machining that produces a desired shape in a conductive material, by using electric voltage, an electrode, and a dielectric liquid in a machine.
We use EDM in the production of many of our die components, both new and replacement. These components include die steels, die inserts, retainers (punch holders), retainer inserts, spring pads (strippers), punches, forms, lifters, and cams. EDM is also used to make the majority of the tools that we use in our slide machines.
There are three main types of EDM machines: Wire EDM, EDM Hole Drill, and Sinker EDM. At Apex Spring and Stamping, we are fortunate to have access to two of these EMD’s in-house and on-site. We have three Wire EDM machines (WEDM). Our first one was purchased in 2006 and has benefited Apex and our customers greatly.
Here’s a little bit more about how it works:
The Wire EDM uses spools of wire, and in our case, .010” diameter brass wire as the electrode that discharges thousands of sparks to the piece of steel we are machining. The spool is unwound using a series of pulleys and motors. It is pulled taut between the upper and lower heads of the machine. The workpiece is clamped to a stainless steel table using stainless bolts, clamps, and/or vices between the two heads of the machine. The workpiece is then submerged in a dielectric fluid which in this case is deionized water. The deionized water serves multiple purposes. It is cooled with a chiller to regulate the temperature of the machine and workpiece. This limits thermal growth so tight tolerances can be achieved. It is sprayed through both the upper and lower heads to flush away debris which is essential for maintaining both speed and accuracy.
The workpiece location is picked up using a combination of the wire and/or a touch probe or indicator. This gives us our zero reference point of the X, Y, and Z origin. The shape being cut by the machine is programmed using a computer and software. The program is then run in the machine which is computer numerically controlled (CNC). Once the program is started, the machine takes the wire to the first area of the workpiece that needs to be cut. The generator charges the contacts which charge the wire. The wire then approaches the steel and the sparks erosion begins.
The other type of EDM machine that we have in-house is an EDM Hole Drill, also known as a hole popper. This EDM is also controlled by the CNC controlled. The hole popper looks and acts similar to a conventional spiral drill press in ways. It has a chuck but instead of using spiral drill bits, it uses electrodes. The electrode is a brass tube and like the WEDM, the sparks jumping from the electrode to the workpiece is what erodes the steel. Deionized water flows through the electrodes to flush away the debris. In this case, however, the electrode just travels down on the Z-axis while machining. The diameter of the electrode determines the size of the hole. Our EDM hole drill can accommodate electrodes that vary in size from .012” to .118”.
Now that there is an understanding of what EDMs are and how they work, it’s important to understand the three reasons why they are important and beneficial to the manufacturing process.
#1. Multiple Wire EMDs and EDM Hole Drills
Now, more than ever, the decision to invest in these machines in 2006 is paying off. These machines have allowed Apex the ability to produce quality parts faster which in turn is shortening travel times, freight, or waiting in line at an outsourced company. These items are positively affecting the supply chain in a time where uncertainty is an everyday occurrence. Apex is proud to help fast-track this process in order to support the success of our customers.
#2. Prehardened Steel At a Variety of Thicknesses
As many don’t think of prehardened steel on a daily basis, it’s a core piece of our business. The EDM machines at Apex allow us to have prehardened steel at a variety of thicknesses. This enables us to make or change virtually any tool, form, insert, die, or punch on short notice. And because we have these on-site, are able to ensure quality every step of the way.
#3. The Ability To Remove Broken Tools
Let’s highlight the EDM Hole Drill. This tool specifically allows us the ability to remove broken tools such as drills, taps, reamers, and endmills from a workpiece. We can also add ejector holes in hardened punches. Because the EDM Hole Drill is CNC controlled, we can program it to do multiple holes in one set-up! We are able to operate repairs in-house and more efficiently, in turn saving our customers time and money.
The availability of EDM may not be top of mind when planning a project or going out to bid for on a part, but its benefits can greatly impact results. So the next time you think EDM, think Electrical Discharge Machining and remember that Apex Spring and Stamping is here to help.
How Can We Help?
| Contact Us | Request A Quote |
Related

Manufacturing
07.07
Exploring Components in Modern Office Furniture
Exploring Components in Modern Office Furniture
Today’s office furniture market demands products that are durable, aesthetically pleasing, ergonomic, and cost-effective. Achieving those goals requires more than innovative product design—it requires reliable manufacturing partners capable of delivering high-quality components consistently. Apex is proud to have all of this under one roof!
Manufacturing
06.04
Exploring Spring Tolerance – PART 2
Exploring Spring Tolerance – PART 2
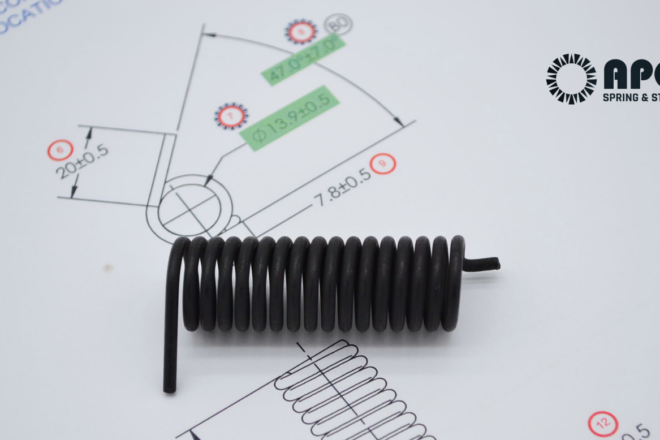
It’s important to consider a realistic tolerance for each part so that all your goals can be accomplished. Considerations like timeframe, budget, product testing, and more. When components perform exactly as expected, everything else works better. Apex understands this and is a perfect partner for your next project!
Manufacturing
05.14
Exploring Spring Tolerances – PART 1
Exploring Spring Tolerances – PART 1
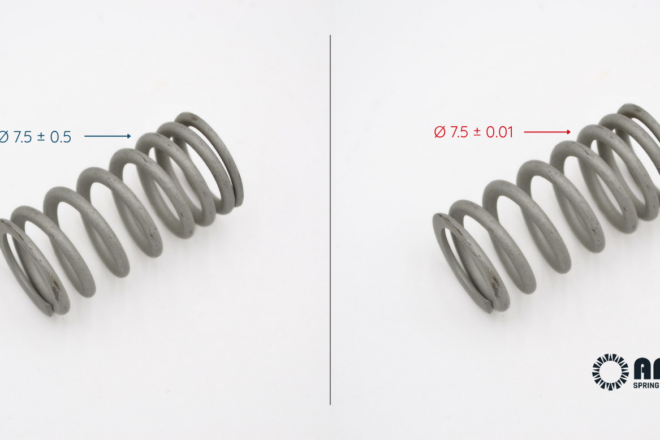
In spring manufacturing, a few thousandths of an inch can truly make all the difference. Tight, consistent tolerances are essential for ensuring performance, reliability, and long-term durability.